
Lọc HEPA bị rò rỉ (dịch với thuật ngữ ‘Bleed-Thru’) là một tình trạng tồn tại đầu tiên trong xây dựng phòng sạch Dược phẩm, đặc biệt quan trọng ở cấp độ sạch cao như Class A (trần 100% lọc). Sự cố lọc rò rỉ không thể được xử lý bằng bất cứ phương pháp băng bó nào. Kết quả những tồn tại nhỏ này sẽ phát sinh trong một thời gian vận hành, lọc HEPA thực sự đã thủng ‘Bloody’. Vì vậy HEPA rò rỉ cần được kiểm tra đánh giá trước khi xuất hiện sự cố.
Lọc rò rỉ – ‘ Bleed-Thru’- được định nghĩa: khi test rò rỉ mặt sau của lọc có xuất hiện rò rỉ vượt quá thông số rò rỉ trên tiêu chuẩn cho phép.
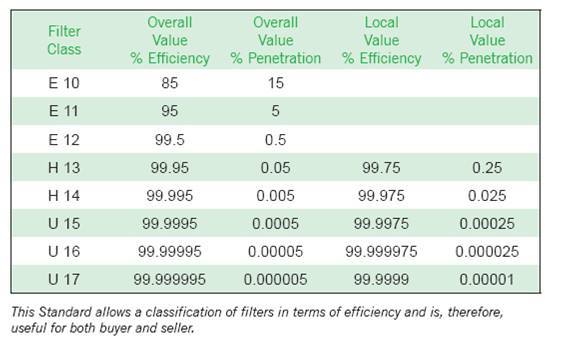
Tiêu chuần rò rỉ lọc HEPA cho phép
Trong đó:
– Overall value-efficiency/penetration : phần trăm rò rỉ , lọt qua ( % efficiency/penetration) trung bình trên toàn bề mặt lọc.
– Local value-efficiency/penetraion : phần trăm rò rỉ , lọt qua (% efficiency/penetration) tại một vị trí trên bề mặt lọc.
Lấy ví dụ về lọc HEPA, H13 : % penetration – xuyên qua trung bình trên toàn bề mặt lọc là 0.05 %, phần trăm rò rỉ tại một vị trí lọc cho phép là 0.25%, nếu % xuyên qua ở trên toàn bề mặt lọc đo được là 0.07%, hoặc tại một vị trí đo được là 0.5%. Lọc HEPA đã bị lỗi. End users phải thay lọc, hoặc supplier phải đổi lại những lọc không đạt chất lượng.
Có một vài hệ số ảnh hưởng đến vấn đề rò rỉ lọc HEPA:
– Đặc tính của lọc không phù hợp
– Vận tốc bề mặt lọc
– Kích cỡ hạt trong quá trình test
Hiểu được những nguyên nhân đầu tiên: đặc tính lọc không phù hợp, vận tốc bề mặt lọc và kích cỡ hạt trong quá trình test lọc, từ đó đưa ra phương pháp khắc phục.
Đặc Tính không phù hợp:
Đây chính là nguyên nhân đầu tiên trong hầu hết các vấn đề lọc bị rò rỉ ‘Bleed- Thru’. Thông số “Vận tốc bề mặt lọc đặc trưng” được xác định bởi các nhà sản xuất lọc HEPA. Đối với lọc HEPA sử dụng cho các khu vực ứng dụng cấp độ sạch Class A là 0.45 m/s (90fpm) hoặc 0.5m/s (100fpm). Khi áp dụng thực tế (in-situ) thì giá trị vận tốc lớn nhất không được vượt quá vận tốc mà nhà sản xuất lọc quy định. Chính bởi vì vận tốc bề mặt ảnh hưởng đến sự rò rỉ nên vận tốc được ứng dụng lớn nhất phải được test thực bởi các nhà sản xuất lọc và họ phải đảm bảo là phù hợp trong mọi điều kiện ảnh hưởng cũng như đảm bảo được hiệu suất điều kiện ảnh hưởng cũng như đảm bảo được hiệu suất lọc và sự rò rỉ
Vận tốc bề mặt lọc:
Như đã trinh bày ở trên thì vận tốc bề mặt lọc được xác định từ 0.45 đến 1.5 m/s đối với ứng dụng Bio-Pharm. Tuy nhiên vật tốc gió thực tế tại công trinh lắp đặt thường có dấu hiệu cao hơn. Vận tốc thường được kiểm tra thấy là 0. 6 đến 0.7 m/s thậm chí trong một số trường hợp lên đến 0.9 m/s. với những thay đổi vận tốc được quy định từ nhà sản xuất sẽ ảnh hưởng sâu sắc đến hiệu suất của lọc.
Ví dụ với lọc HEPA sau: (media pack camfil)

Kích cỡ hạt Test
Như đã biết lọc HEPA, H13 được yêu cầu test với hạt bụi 0.3 micron DOP. Trong trường hợp khu vục Class A (fully filtered ceilings), trong tiêu chuẩn ứng dụng yêu cầu test bởi máy tao hạt bằng nhiệt di động mục đích để tạo những nồng độ đầu dòng phù hợp. Một vấn đề với máy này là tạo ra những kích cỡ hạt với mật độ dày đặc hoặc dạng MPPS ( Most penetrating particle size- test với hạt bụi 0.1-0.2 micron). Nếu một nhà máy sản xuất lọc đã test lọc phù hợp được hiệu suất 99.99% với hạt 0.3micron, sau đó với máy phun nhiệt trong trường hợp này thì Bleed-Thru sẽ xuất hiện khi dải test MPPS luôn thấp hơn 0.3micron.
Vấn đề lọc HEPA rò rỉ ảnh hưởng rất lớn đến quá trình sản xuất trong phòng sạch. Điều này yêu cầu đòi hỏi các nhà sản xuất lọc HEPA phải scan test rò rỉ tất cả các sản phẩm sau sản xuât và các end user scan test sau khi lắp đặt để đảm bảo lọc HEPA không bị rò rỉ.
Nguồn: E1.com.vn





